2026-05-12
对焊法兰安装可以概括为八个字:查严、装正、焊透、紧匀。安装前严格检查规格和密封面,装配时确保同轴垂直、间隙和错边量达标,焊接时保证一级焊缝质量并做探伤,紧固时对称交叉均匀施力并在运行后热紧。严格执行这些要求,就能有效避免泄漏、松动、焊缝开裂等常见问题,确保管道系统长期安全运行。
不锈钢法兰在工业管道中应用广泛,其凭借优异的耐腐蚀性、高强度和良好的密封性能,成为石油、化工、食品、制药、能源等多个行业的关键连接部件。以下是其具体应用场景、优势及选型注意事项的详细分析: 一、不锈钢法兰的核心应用场景 石油与天然气行业 应用场景:输送原油、天然气、液化气等介质的管道系统。 优势:不锈钢法兰耐氢脆、抗硫化物腐蚀,适用于
不锈钢法兰锻造过程包含选材与下料、加热、自由锻或模锻成形、锻后冷却与热处理、机械加工与检验等关键步骤,以下是具体说明: 一、选材与下料 不锈钢法兰锻造的首要步骤是选取优质的钢坯作为原材料。这些钢坯需要经过严格的检验,确保其化学成分和机械性能符合锻造要求。下料时,需根据法兰的设计规格,对钢坯进行精确的切割,以控制后续加工的损耗和成本。 二、加热
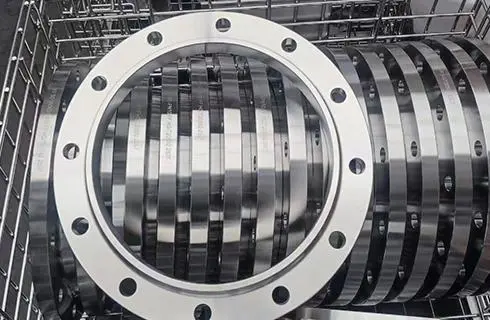
不锈钢带颈对焊法兰(WN法兰/高颈法兰)的生产工艺,本质是一条从“钢坯→锻造成形→机加工→焊接→热处理→检验”的链条。不同厂家在自动化程度、设备选型上差异很大,但关键工序和质量控制点基本一致。下面按工序逐步展开。
法兰的表面处理工艺多种多样,每种工艺都有其独特的优点和适用范围。在选择时,应根据法兰的材质、使用环境、性能要求以及成本预算等因素进行综合考虑,以确保选择最适合的表面处理工艺。
偏心大小头和同心大小头在管道系统中各有其独特的优势和应用场景。在选择使用哪种类型的大小头时,应根据具体的管道系统要求和工作环境进行综合考虑。例如,在需要节省空间、排除气体或积液的场合,偏心大小头可能更为合适;而在对流体流态要求较高的场合,同心大小头则可能更为适宜。
带颈对焊法兰和带颈平焊法兰在焊缝形式、材质、公称压力、连接方式、结构刚度、制造成本及检测要求等方面存在显著差异,具体分析如下: 焊缝形式 带颈平焊法兰:管子与法兰的焊接焊缝形式为角焊缝。这种焊缝形式相对简单,但密封性和强度相对较低。 带颈对焊法兰:与管子的焊接焊缝形式为环焊缝。这种焊缝形式更为复杂,但能够提供更高的密封性和强度,适用于高压、高温等苛刻工况。 材质 带颈平焊法兰:材质通常为厚度符合要求的普通钢板机
卫生级不锈钢管件因其优异的耐腐蚀性、易清洗性和高卫生标准,被广泛应用于制药、食品、生物工程等多个行业。它们在这些行业中扮演着关键角色,确保产品的质量和安全。随着科技的不断进步和人们对生活品质要求的提高,卫生级不锈钢管件的应用前景将更加广阔。
无缝弯头的核心优势就在于一个"无缝"——没有焊缝就没有焊缝处的腐蚀、泄漏和应力集中隐患,因此在强度、耐蚀性、密封性和使用寿命上全面优于有缝弯头,是高压、高温、高腐蚀工况下管道转弯处的首选管件。
一、安装流程 1、安装前准备 材料检查:确认卡压法兰、密封垫片、螺栓的规格与材质符合设计要求,检查法兰密封面是否平整、无划痕或锈蚀,垫片应无破损、老化。 工具准备:准备扭矩扳手、卡压工具、水平仪、角尺、钢丝刷、润滑剂(如二硫化钼)等。 管道校直:确保管道轴线与法兰中心线一致,偏差需符合标准(如DN≤300时,轴向偏差≤1mm;DN>